



ÁREA DE PRODUCCIÓN
PLANTA DE ÓSMOSIS:
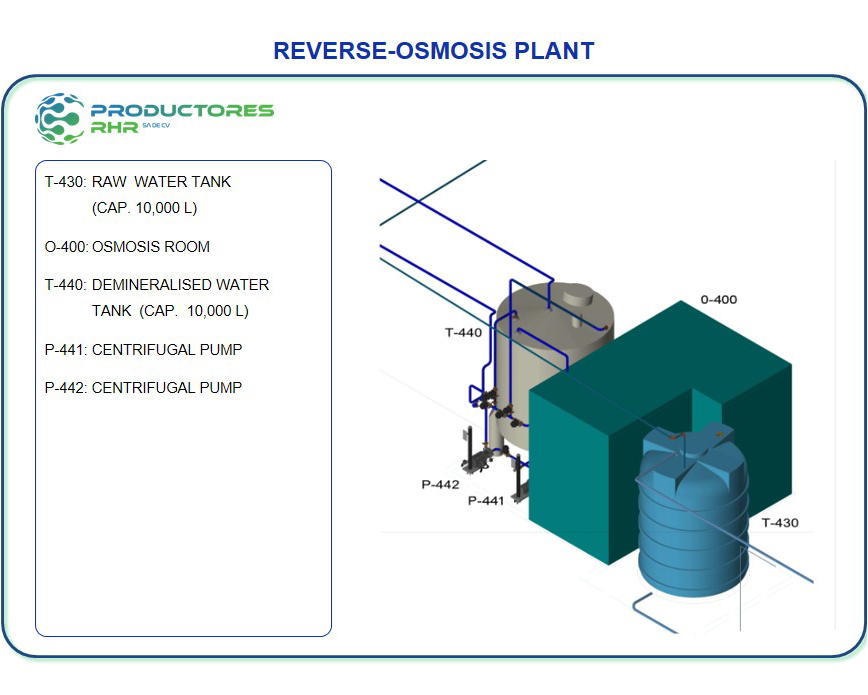
Para el abastecimiento de la demanda de agua en el área de producción se cuenta con un sistema de tratamiento de agua cruda para la obtención de agua de calidad ósmosis inversa adecuada para emplear en procesos de producción de biomasa y biosíntesis.



La planta se encuentra completamente automatizada, cuenta con filtros suavizadores de agua cruda y desmineralizadores, además del sistema de membranas. Todo el sistema está adecuadamente acoplado a bombas, válvulas y tuberías de grado sanitario para así abastecer el loop de agua en zona de biorreactores. Cabe mencionar que la planta cuenta dos tanques de balance de 20,000 L, uno de polietileno como depósito de agua cruda y el segundo de acero inoxidable 316L como tanque de balance y suministro del agua tratada.



El sistema de tratamiento de agua de ósmosis inversa tiene una capacidad de producción de 15 m3/h de agua de calidad ósmosis inversa.
ÁREA DE BIORREACTORES:
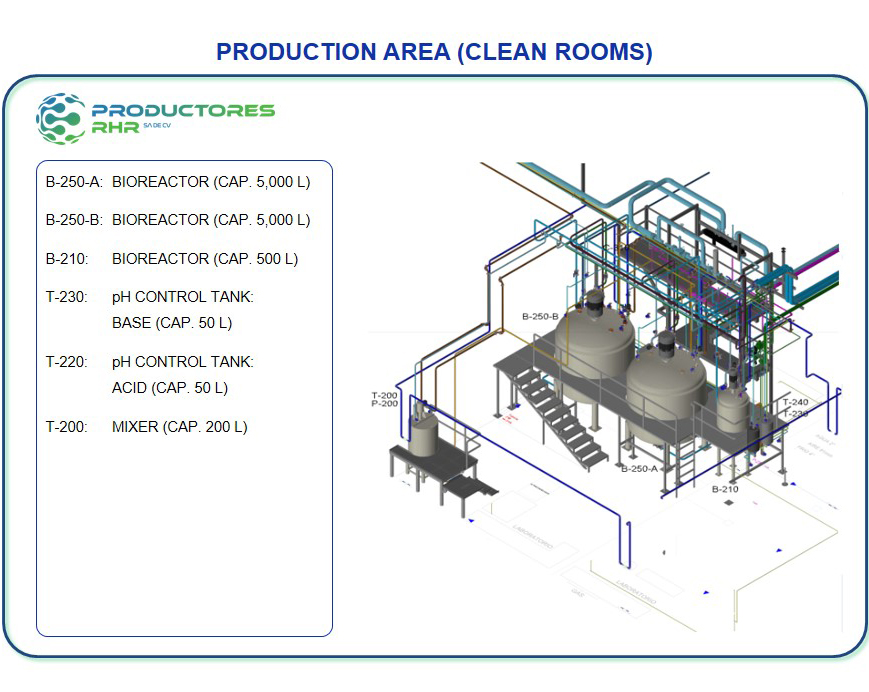
Esta área se caracteriza por el diseño sanitario con la que fue construida. Cuenta con piso epóxico y terminado sanitario. Esta parte del complejo se encuentra dividida en varias secciones debido a las demandas propias de los procesos, ya que es indispensable el monitoreo del proceso en tiempo real. Cuenta con habitaciones destinadas a laboratorios de control microbiológico y fisicoquímico, una sección de esclusas para personal, una oficina, un cuarto de mezclado para la preparación de medios de cultivo, equipado con un tanque con agitación de acero inoxidable serie 316L, con capacidad de uso de 500 L conectado directamente a los tanques de trabajo.



En cuanto al área principal de biorreactores, se cuenta con una batería de tres tanques torriesféricos, 316 SS, 2 tanques con capacidad nominal de 5,000 L y uno de 500 L. Los tres tanques cuentan con deflectores, un sistema de agitadores que consta de un agitador tipo Rushton (para favorecer la difusión de oxígeno disuelto en la célula) y un agitador tipo hélice marina (para favorecer el mezclado del cultivo). Para procurar una eficiente difusión de oxígeno a las células, los tanques cuentan con difusores de acero sinterizado acoplados al agitador.


La batería de reactores está conectada directamente con el área de extracción higiénica mediante tuberías, válvulas, uniones y bombas con diseño higiénico, además de poseer clima regulado por mini-splits. Cabe mencionar que esta área está acondicionada para la expansión a tanques de mayor capacidad (hasta 20,000L) ya que los cimientos fueron reforzados.


En la parte superior de esta área se encuentra montada la configuración de la distribución de servicios para esta sección: tuberías (gas, agua de ósmosis inversa, aire estéril, vapor estéril, refrigerante), tren de vapor, filtros para aire, controladores para los sensores de los biorreactores, tubería de desfogue de los biorreactores, etc.

Con la infraestructura de esta área se pueden realizar escalamientos de procesos biotecnológicos así como la producción industrial de los mismos, desde la producción eficiente de biomasa (levaduras, hongos y bacterias principalmente) hasta la obtención de metabolitos secundarios mediante biosíntesis. Esto es posible gracias al esfuerzo y seriedad en el diseño del área así como la tubería e instrumentación de la misma que proporcionan las condiciones higiénicas, de servicios y automatización óptimas para el desarrollo y producción eficiente de proyectos biotecnológicos.
SERVICIOS A BIORREACTORES:
Los biorreactores están provistos con los servicios necesarios para la producción de biomasa y biosíntesis, tales como: agua de calidad ósmosis inversa, vapor y refrigerante distribuidos a la chaqueta directamente; aire estéril obtenido por filtración; distribución de reactivos líquidos (ácidos, bases, antiespumante) mediante bombas peristálticas. Respecto al monitoreo fisicoquímico de los parámetros del proceso; los reactores están equipados con sensores de pH, oxígeno disuelto y temperatura acoplados a PLC’s que automatizan el control de dichas condiciones.





EXTRACCIÓN SANITARIA:
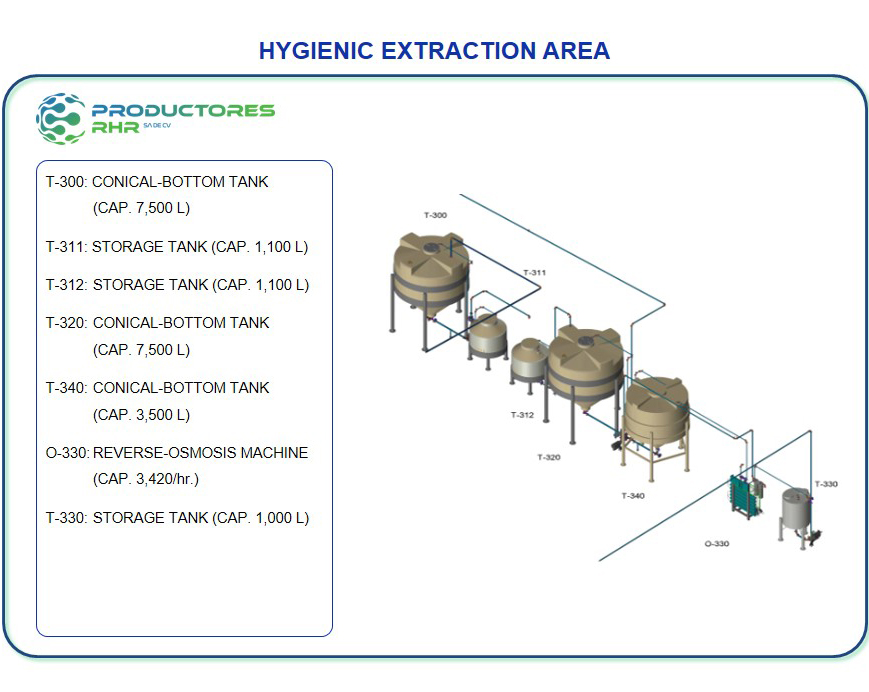
Esta sección de la planta también está caracterizada por el diseño sanitario ya que en esta etapa es de suma importancia mantener la estabilidad y la integridad de la biomasa o de los metabolitos secundarios producidos. Cuenta con piso epóxico y terminado sanitario y está integrada por una centrífuga con separadores de disco empleada para decantación de la biomasa del cultivo líquido y acoplada a bombas para la distribución a tolvas como tanques de balance para realizar procesos en “batches” y lograr el clarificado óptimo del medio líquido y la mayor recuperación de células.


Los tanques de balance con el medio clarificado se encuentran conectados al área de extracción química mediante tubería y bombas con diseño higiénico y se cuenta con la opción de disminuir el volumen del caudal de trabajo mediante la concentración del medio de cultivo por un sistema de membranas de ósmosis inversa con la finalidad hacer más eficiente la extracción.

Con la integración de esta área aseguramos la separación de las células y medio de cultivo para su posterior tratamiento procurando la integridad de los componentes de interés.
EXTRACCIÓN QUÍMICA:
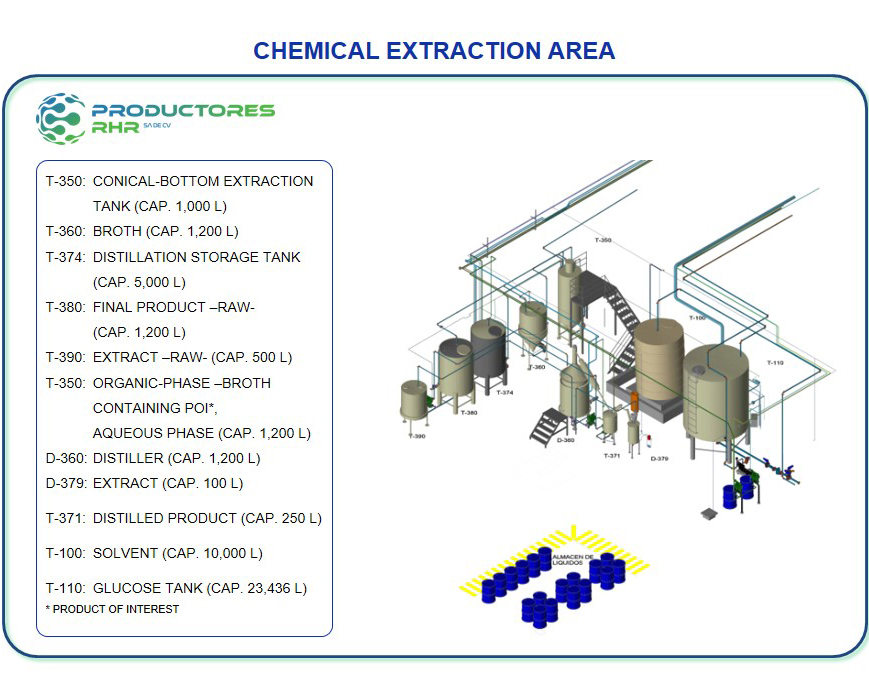
Esta parte de la planta se encuentra separada de las áreas limpias y solamente conectada por tuberías con el área de extracción higiénica, debido a las condiciones higiénicas requeridas para los posesos biotecnológicos. Esta área está compuesta por una batería de tanques muy completa, ya que se cubren operaciones que van desde extracción hasta destilación.

Está integrada por un tanque extractor de acero inoxidable (1,200 L de capacidad) con sistema de agitación semi-automatizada acoplado a una bomba neumática y a su vez a tolvas como tanques de balance, diseñado principalmente para extracción de metabolitos secundarios producidos mediante biosíntesis.
Se cuenta con tolvas en forma de embudo para la óptima separación de fases durante la operación de extracción además de dos reactores enchaquetados y empleados principalmente como destiladores ya que fueron diseñados para ser multifuncionales, uno con capacidad de 1,200 L nominales y otro de 80 L (utilizado principalmente para escalamiento de reacciones). En estos reactores se pueden llevar a cabo destilaciones a presión reducida ya que se encuentra acoplada a una bomba de vacío que provee de la capacidad de destilar metabolitos secundarios termolábiles.



El calentamiento de los tanques es logrado por resistencias aisladas en la chaqueta de los reactores y cubiertos por aceite mineral resistente a altas temperaturas. Con respecto a los refrigerantes para destilar, se encuentran formados por pequeños tubos que distribuyen etilenglicol frío para procurar el eficaz intercambio calórico durante el proceso. Los reactores destinados a destilación se encuentran semi-automatizados por un panel de control para el monitoreo de temperatura y agitación principalmente. Es de suma importancia destacar que en esta área las bombas empleadas son neumática para evitar situaciones de riesgo al trabajar con solventes flamables. Las conexiones y empaques en tuberías y equipo principalmente son de teflón debido a la corrosividad de algunos solventes.
Para el almacenamiento del producto se cuenta con un tanque de balance de 2,000L y otro de la misma capacidad para la distribución de solvente para las operaciones de extracción y destilación. En esta misma área pero aislada, se encuentran dos tanques, uno de 10,000L y otro de 25,000L de capacidad. El primero de ellos es de polietileno de alta densidad y se utiliza para el almacén y distribución de reactivos químicos necesarios para biosíntesis. Se encuentra acoplado a tuberías y bombas para distribución del proveedor y al área de biorreactores. El segundo es un tanque enchaquetado y aislado térmicamente con el fin de mantener la temperatura óptima para jarabes de fructosa y/o glucosa empleados como fuente de carbono para procesos biotecnológicos. Este tanque se encuentra acoplado a tuberías dispuestas para el suministro del proveedor y para la distribución a biorreactores en el área higiénica.



En cuanto a servicios, el área está cubierta por distribución de agua, electricidad, refrigerante, vacío y aire principalmente. Se cuenta también con una fosa séptica para el tratamiento de residuos de medios de cultivo.
ALMACENES:
El área de almacenes se encuentra dividida en dos sectores: almacén de sólidos y almacén de líquidos. El almacén de sólidos se encuentra distribuido a unos metros del área higiénica, principalmente para la rápida y fácil movilización de los reactivos para la preparación de medios de cultivo. Compuesto por 2 balanzas digitales una con capacidad de 200 Kg y la segunda de 50 Kg, carritos para la movilización de costales o cuñetes, tarimas para el correcto almacenamiento de los reactivos químicos y delimitación del área por malla metálica.

En cuanto al almacén de líquidos se encuentra distribuido a un costado del área de extracción química, debido a la demanda de solventes que requiere esta zona. Provisto de tarimas para el adecuado almacén de los reactivos y aislamiento eléctrico debido a la naturaleza de los reactivos.
